
2020年,一体压铸技术在特斯拉Model Y上开始应用。从此,“一体压铸”这个听起来很生僻的技术名词,开始被频繁提起。这些年汽车行业一直在推进关键部件的集成化、轻量化。一体压铸车身带来的最直接的变化,一是零件集成带来的生产高效,二是铸铝减重带来的车身轻量化。
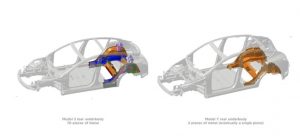
以特斯拉 Model Y的后底板为例。效率方面,一体压铸将Model 3 后底板的70多个零部件减少至Model Y上的1-2 块,相比于70多个零部件冲压、焊接所需要的2小时左右,一体压铸将时间极大地缩减至 80-90 秒。
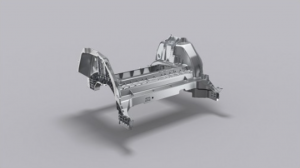
一体压铸的工件较大,宽度1500mm左右,长度1500-2000mm左右,重量50-100kg不等,相比传统的压铸件更大、更重。如此大型且复杂的压铸件给机床加工提出了很多难题。首先是传统机床加工效率过低的问题,一体压铸出来的汽车后底板6个面都需要加工,传统机床需要多次装夹,不仅影响精度,加工效率也非常低。业内一般采用高效率的五轴加工机床来加工后底板,并定制直线电机驱动,采用双五轴龙门来进行加工。

为配合压铸机不到两分钟的生产节拍,采用派佳德双五轴头的机床,实现了零件一次装夹六面加工,两个单臂式五轴头可同时作业,显著提升了加工效率,单机床生产节拍缩短到10分钟左右。派佳德AC08直驱五轴头,采用力矩电机直驱结构,使摆头动态响应性能高,适合频繁调整刀具角度的高速加工任务;主轴电机转速高达20000rpm,主轴功率最高可选40kW,满足高效切削需求。

其次是加工干涉问题,由于后底板的复杂腔体结构,机床加工时容易与工件产生干涉,采用派佳德的单臂式五轴头,单臂结构简洁,体积更小,摆动范围大,适合复杂曲面和深腔工件的加工,避免干涉。

派佳德五轴头适配单五轴龙门加工中心和双头五轴龙门加工中心,在一体化压铸车身结构件的加工中有丰富的试制经验,欢迎交流!